Casting Process
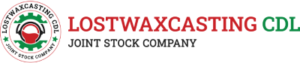
1. WAX INJECTION
Mold Preparation: Prepare the molds according to the customer’s specific part numbers. Ensure all mold components are perfectly aligned and interlocked before placing them into the injection machine.
Wax Injection: Inject the wax to form the patterns. Carefully remove the wax patterns from the mold.
Cooling & Inspection: Submerge the patterns in cold water to prevent melting or deformation. Perform a 100% visual inspection of all wax patterns.
Assembly: Weld the wax patterns onto a central sprue (tree) and hang the assemblies onto racks/trolleys.
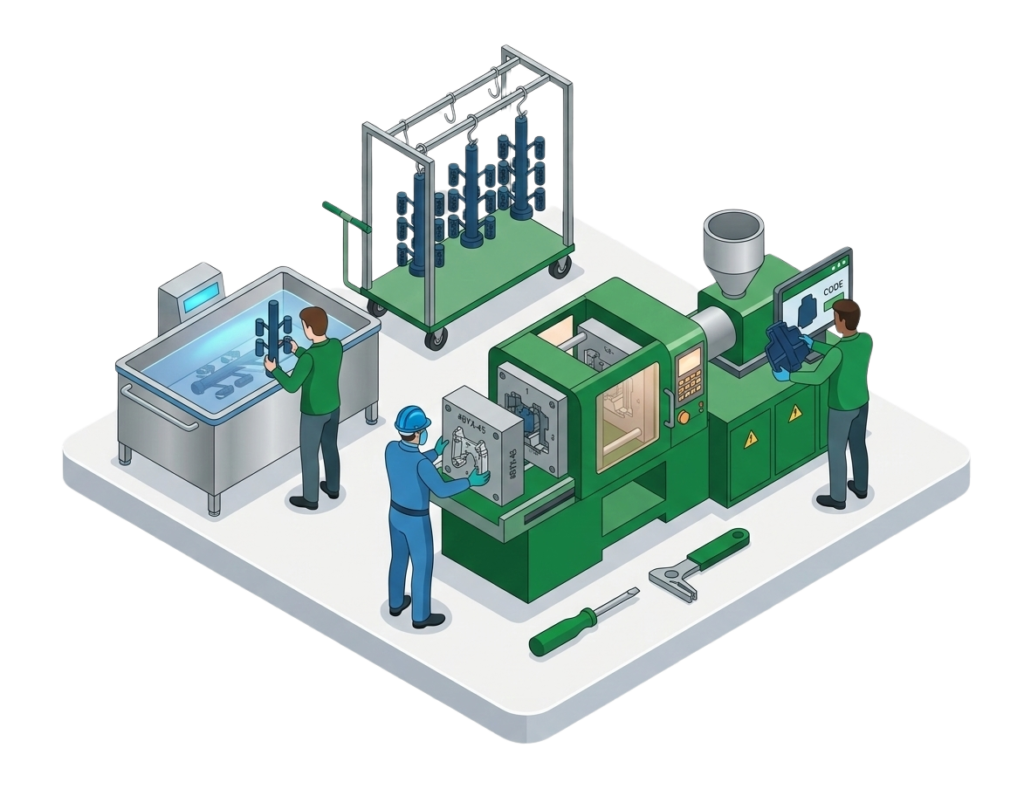
2. SHELL MOLDING PROCESS (DIPPING)
Slurry Dipping
Stucco Coating / Sanding
Shell Drying
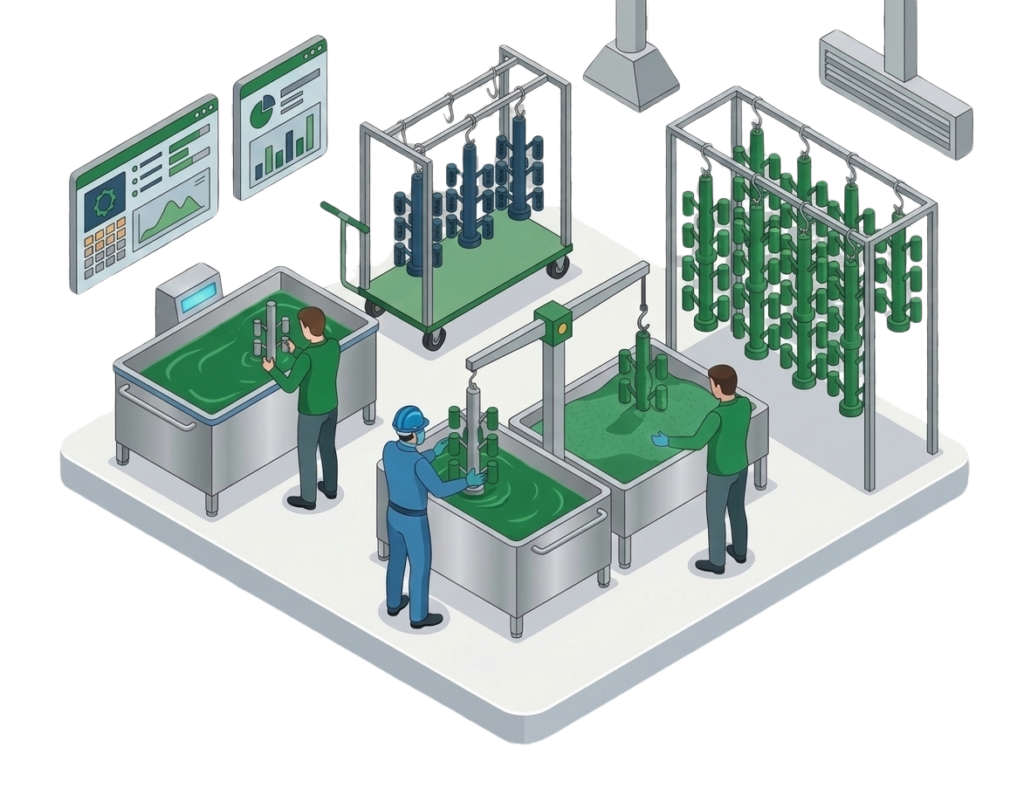
3. WAX RECOVERY PROCESS (DEWAXING)
Loading: Place the shell assemblies into the steam autoclave.
Sealing: Securely close the autoclave door.
Safety Lock: Engage the safety interlocking system.
Alert: The alarm sounds upon cycle completion.
Recovery: The recovered wax is channeled to the holding tank and pumped back to the wax injection machines
4. MOLD FIRING PROCESS
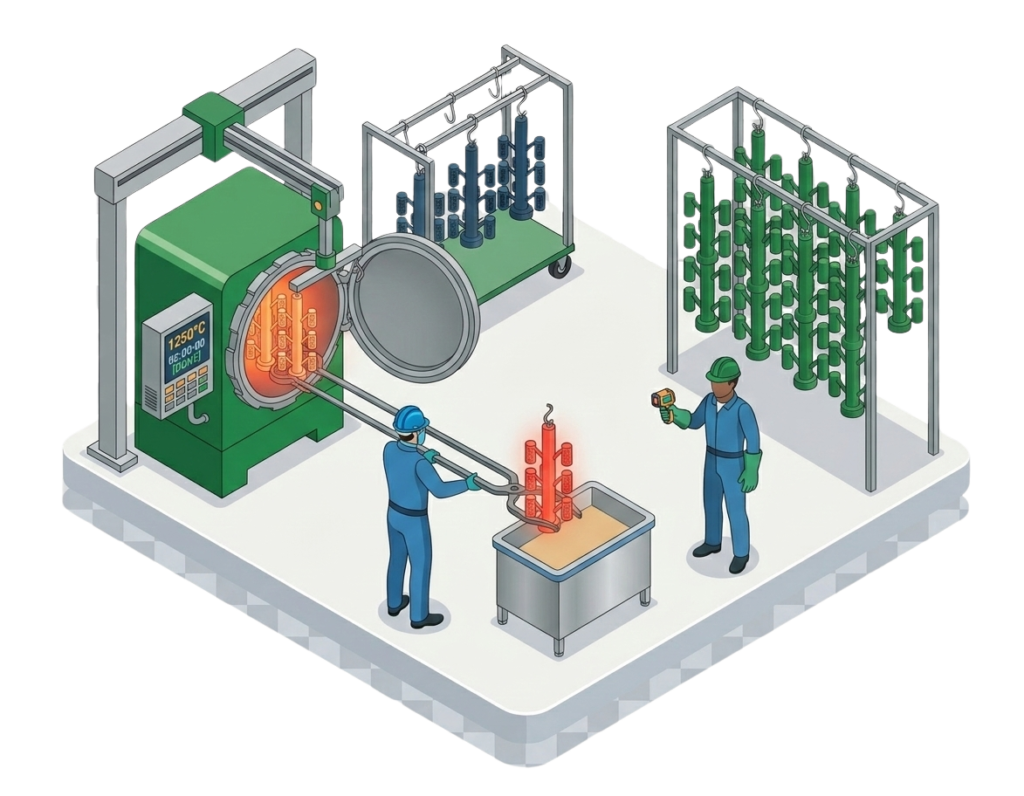
Mold Preparation: Prepare the ceramic shells for firing.
Loading: Place the molds into the furnace once the temperature reaches 1000–1250°C.
Firing: Fire the molds at 1000–1250°C for a duration of 35–60 minutes.
Unloading: Remove the molds from the furnace upon completion of the firing cycle
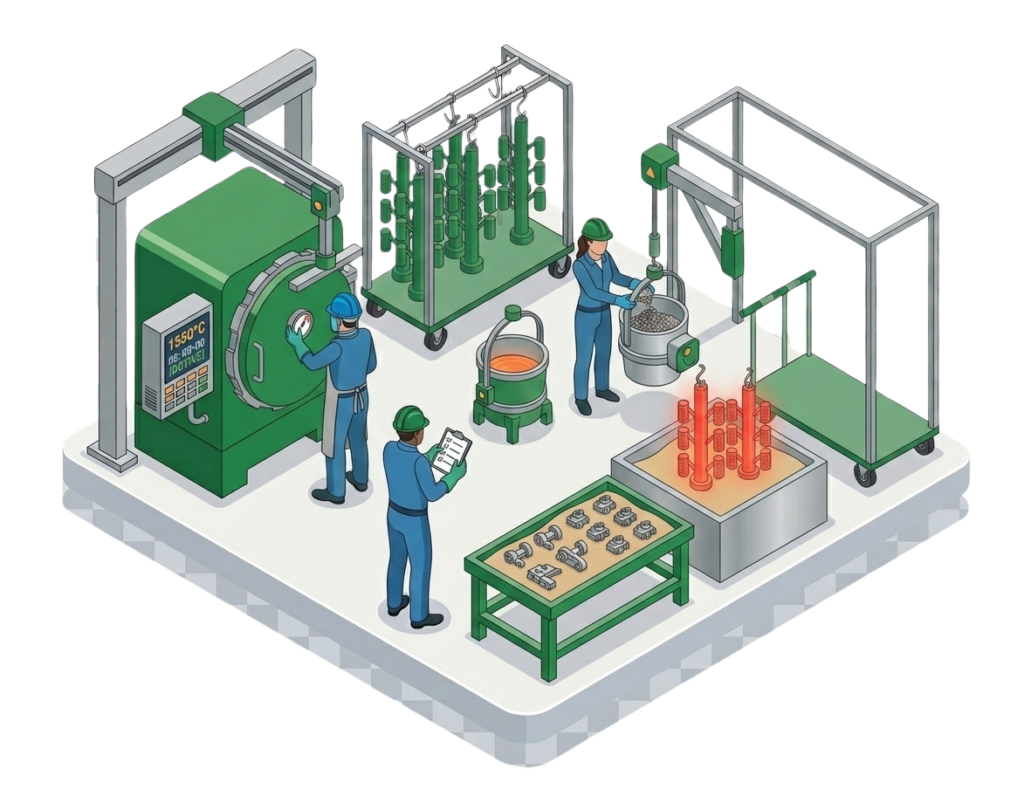
5. METAL POURING PROCESS
Pouring: Pour the molten metal into the preheated molds.
Melting: Melting time is approximately 40 minutes at a standard temperature of 1580–1600°C.
Cooling: Place the casted molds on sand trays for cooling.
6. SHELL REMOVAL PROCESS (KNOCK-OUT)
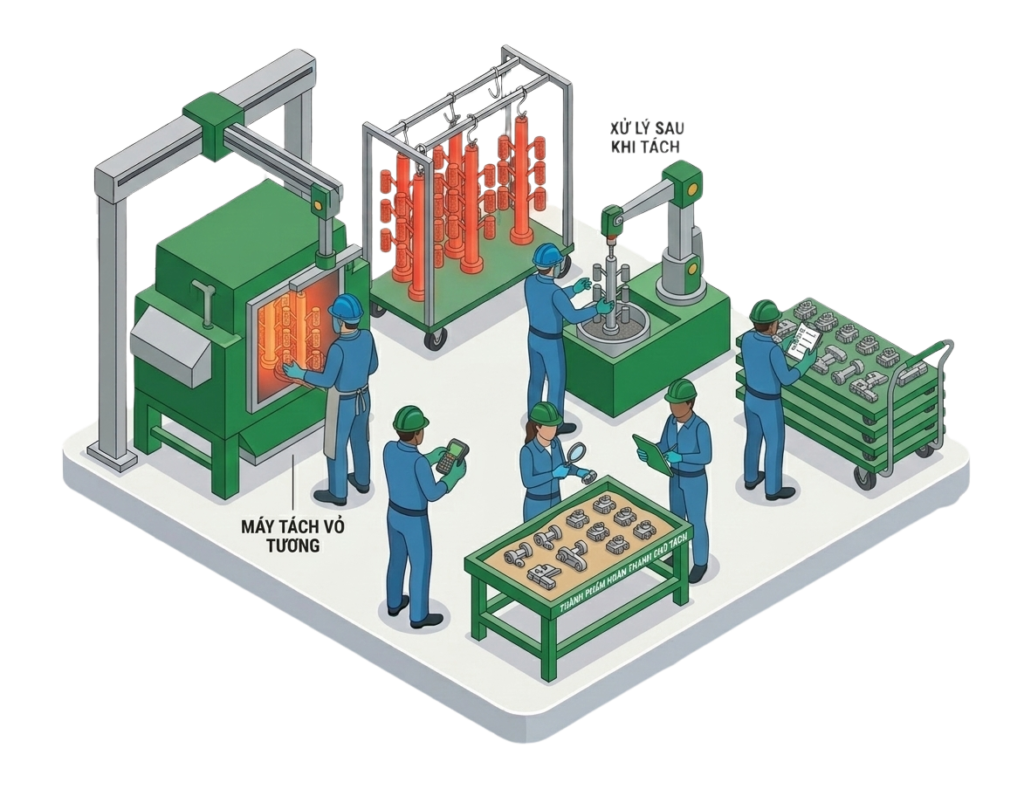
Preparation: Prepare the casted assemblies for shell removal.
Shell Knock-out: Load the assemblies into the shell removal machine.
Post-Removal Processing: Clean the components after the ceramic shell has been removed.
Final Collection: Complete products are sorted and staged for individual part separation.
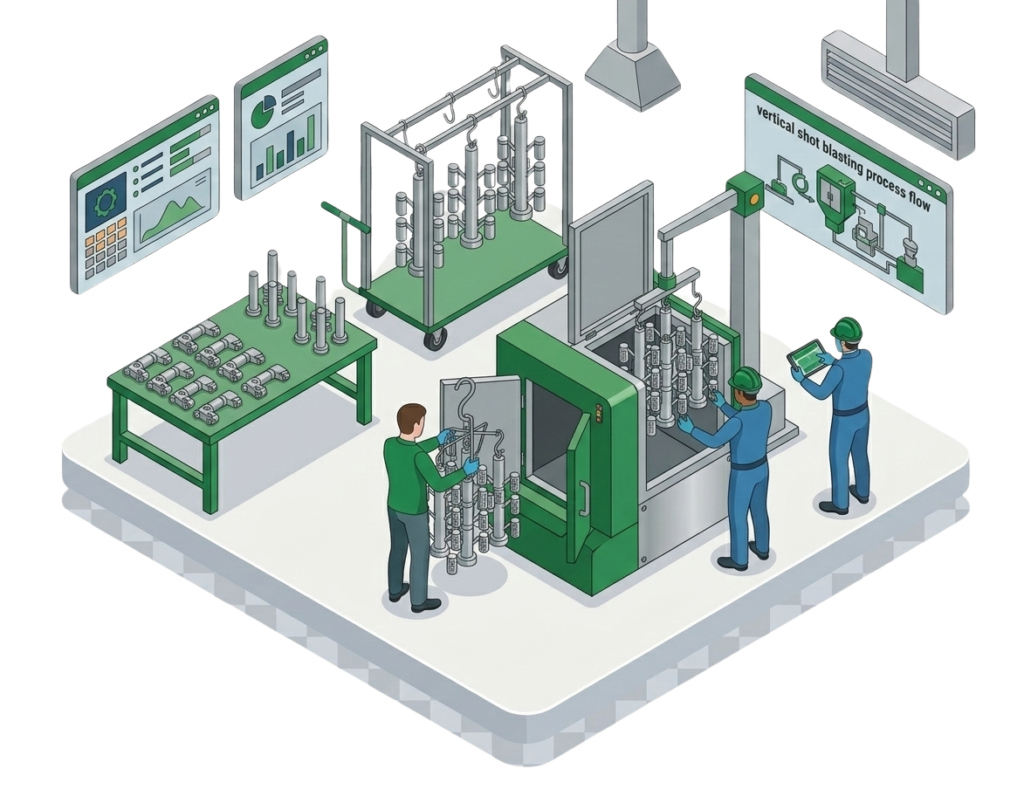
7. SHOT BLASTING PROCESS (VERTICAL & HORIZONTAL)
Loading: Hang the components onto the machine hangers.
Vertical Shot Blasting: Components are suspended for vertical blasting.
Vertical Blasting Completion: Components are inspected after the first blasting cycle.
Horizontal Shot Blasting: Components are moved to the horizontal blasting machine for final processing.
Final Completion: Finished components after the horizontal blasting stage.
8. PART SEPARATION PROCESS
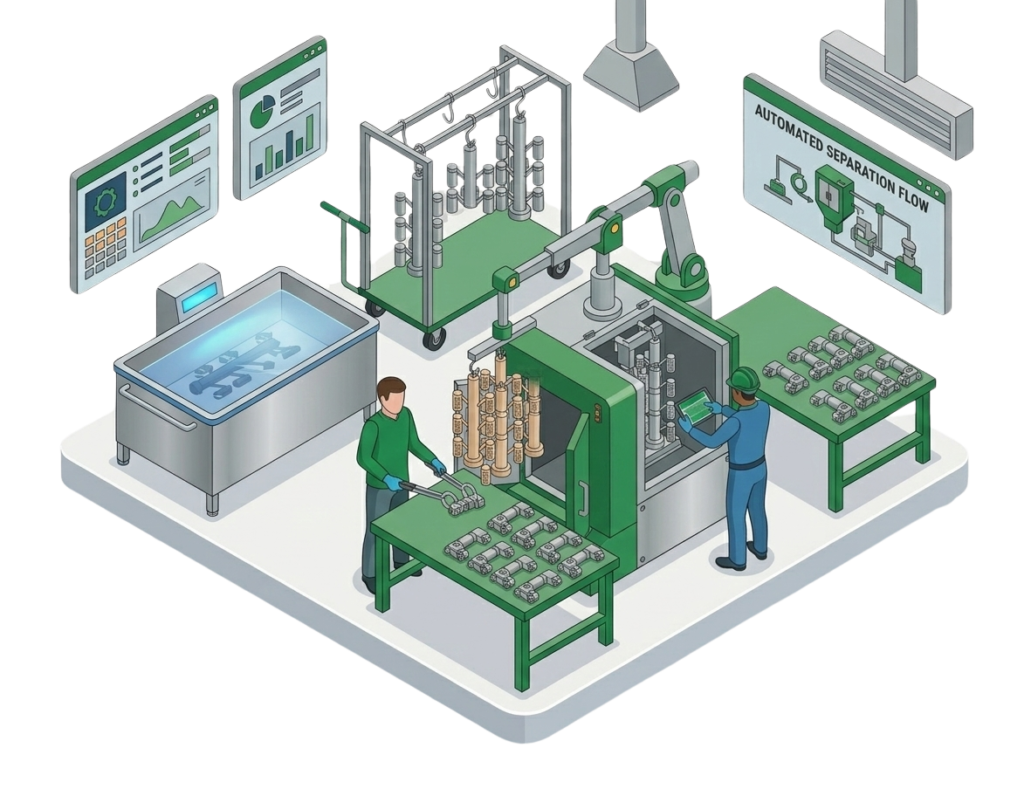
Individual Separation: Separate each component from the sprue/tree.
Transfer: Move components to the grinding and finishing stage.
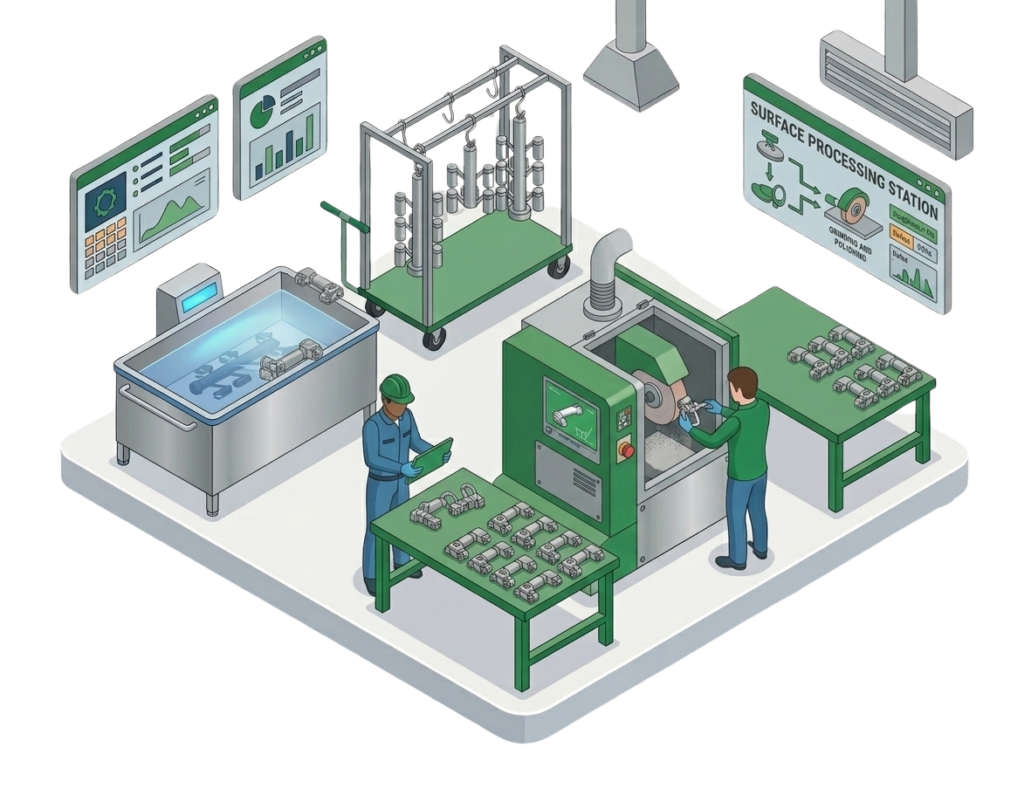
9. SURFACE TREATMENT PROCESS
Preparation: Organize components for the grinding stage.
Precision Grinding: Individually grind and smooth the gate/cut-off points.
Finished Treatment: Completed components after surface processing.
10. CLEANING & PICKLING PROCESS
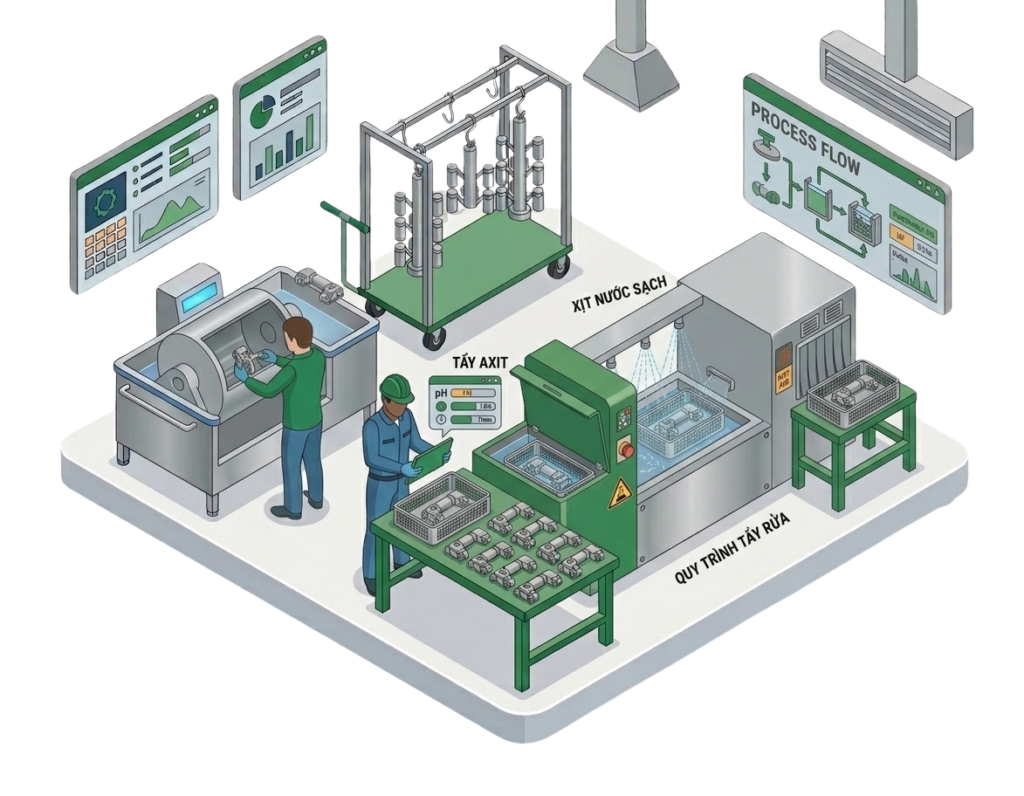
Loading: Place components into the rotating drum/barrel.
Acid Pickling: Submerge and treat in the acid bath.
Unloading: Transfer the components into collection baskets.
Rinsing: Spray with clean water to remove chemical residues.
Drying: Thoroughly dry the components.